


يعد خط إنتاج ألواح ساندوتش بانل بالصوف صخري من خطوط الإنتاج النصف آلية لإنتاج ألواح الجدران للغرف النظيفة، مكون من وحدات ميكانيكية، كهربائية، هيدروليكية ووحدات البلمرة الكيميائية البولي يوريثين. عمليات تصنيع ألواح ساندوتش بانل للغرفة النظيفة عن طريق ملء الطبقات العلوية والسفلية يدوياً بمواد اللب من الصوف الصخري، ثم عملية البلمرة، وفي النهاية ربط الطبقات معاً. يتم استخدام ألواح ساندوتش بانل بالصوف صخري المنتجة على نطاق واسع في القطاع الطبي والغذائي وأنظمة عزل المباني.
يتكون خط إنتاج ألواح ساندوتش بانل بالصوف صخري بشكل أساسي من وحدة فك لفائف الفولاذ، ماكينة التشكيل (مع وحدة تصغيح الفيلم، الربك الأمامي والخلفي ووحدة القطع)، نظام النقل، نظام رش الغراء اللاصق، نظام قكع الألواح، نظام تقليب الألواح، وحدة نقل العرضي، جهاز منع انحراف اللوح، نظام التسخين بالسير المزدوج، نظام التكديس، الخ.
خط الإنتاج هذا يعتمد تقنية التشكيل بالدرفلة المتقدمة، تكنولوجيا رغوة البولي يوريثين (الكيميائية) HCFC، تقنية النقل المركب، تكنولوجيا ناقلات تحويل التردد وتقنية التحكم الهيدروليكي. خط الإنتاج بالكامل يحتاج فقط من 10 إلى 13 مشغل لتنفيذ كل عمليات الإنتاح. يتميز بكفاءة الإنتاج العالية، سرعة الإنتاج من 3 إلى 6 متر في الدقيقة وقدرته الإنتاجية تصل إلى 850000 متر مربع. (وفقاً لظروف التشغيل 10 ساعات في اليوم، و300 يوم عمل في السنة).
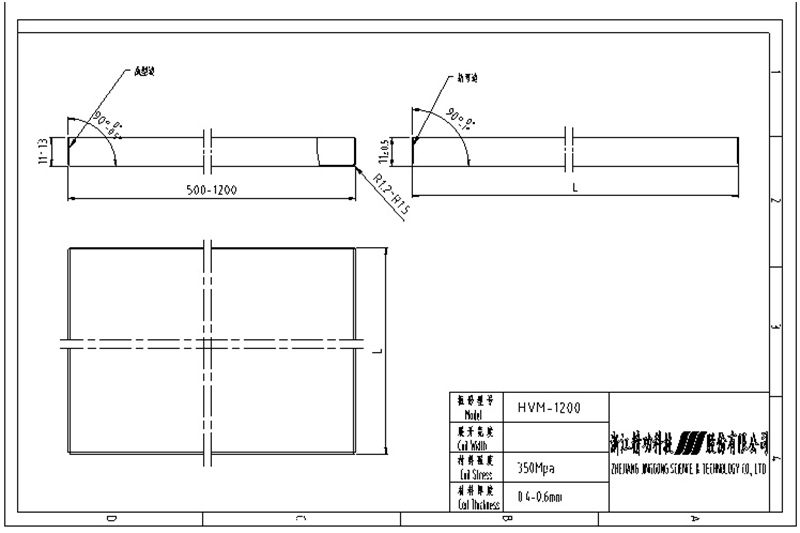
- الطول: من 2000 إلى 10000 مم
- عرض لوح الساندوتش بانل PU: 1198\1178\978 مم
- سمك لوح الساندوتش بانل: 50مم\75\100 مم
| السمك | الصوف الصخري | الصوف الزجاج الأحادي | الصوف الزجاج المزدوج |
| 100 | 99 | 94 | 89 |
| 75 | 74 | 69 | 64 |
| 50 | 49.5 | 44.5 | 39.5 |
- المادة الخام الصوف الصخري (طول×عرض×إرتفاع): 1000-1800 مم×40-100 مم×85 مم
- سمك اللوح الفولاذي: من 0.4 إلى 0.7 مم (سمك اللوح الفولاذي: من 0.4 إلى 0.7 مم (عدو وجود تفاوت واضح، مقعر محدب، التشوه والانحناء الجانبي للصفائح الفولاذية)
- مقاومة التشوه (الخضوع) للألواح الفولاذية: من 235 إلى 300 ميجا باسكال
- سرعة الخط: من 3 إلى 6 متر في الدقيقة (قابلة للضبط)
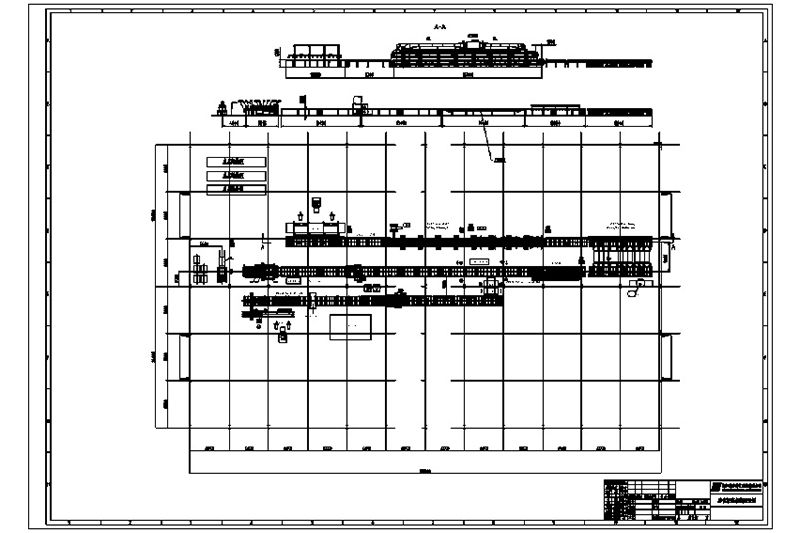
- الطول الكلي لخط الإنتاج: حوالي 75 متر
- إرتفاع التشغيل: 1200 مم (إرتفاع اللوح)
- الطول الفعال للسير المزدوج: 24 متر (الطول الكلي 25 متر)
- نمط التحكم: نظام التحكم PLC المستورد
- القدرة الكلية المركبة للخط: حوالي 100 كيلو وات (باستثناء قدرة التسخين الكهربائية)
- مصدر التعذية الكهربائية: 380 فولت \ 3 حصان \ 50 هيرتز
- جهد التحكم: 24 فولت \ 220 فولت
- ضغط مصدر الهواء: 0.7 ميجا باسكال (يجهز من قبل المشترى)
ألواح ساندوتش بانل الفولاذية الملونة
تحميل لفة الفولاذ – تفصيح الفيلم – التسوية – التشذيب – التخريم – التشكيل – القطع والتشفيه – رش الغراء اللاصق – النقل بطاولة الأسطوانات – مادة الصوف الصخري (التعزيز، دفن الأنابيب) – تدوير اللوح بزاوية 180 درجة – محاذاة الألولح – تسخين السير المزدوج – التفريغ من السير المزدوج (من 3 إلى 6 متر) – تكديس الألواح المصفحة – تنظيغ المادة اللصقة – التعبئة - التخزين
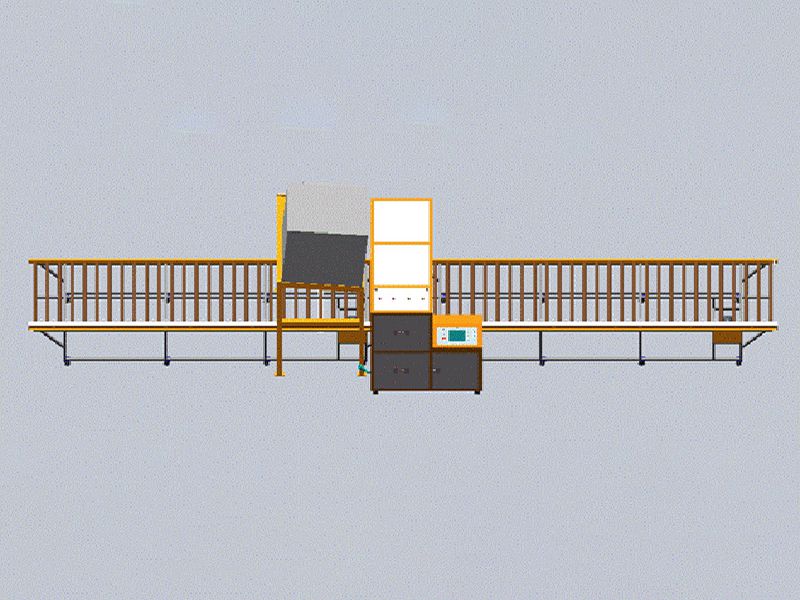
ألواح ساندوتش بانل للغرفة النظيفة بلوح المغنسيوم الزجاجي
تكديس وتعبئة لوح المغنسيوم الزجاجي – رفع اللوح والنقل (باستخدام أكواب الشفط) – إطلاق اللوج من أكواب الشفط وتغذيتها إلى طاولة الرول – القطع بطول ثابت للوح المغنسيوم الزجاجي (ترك 50 مم بدون قطع) – رش الغراء اللاصق للوح المغنسيوم الزجاجي – الوضع اليدوي للوح المغنسيوم الزجاجي على الخط الرئيسي – وضع مادة الصوف الصخري – التدوير بزاوية 180 درجة للوح المغنسيوم الزجاجي – محاذاة الألواح – تسخين السير المزدوج (من 3 إلى 6 دقيقة) – التفريغ من السير المزدوج – تكديس الألواح المصفحة – تنظيف المادة اللاصقة – التعبة والتغليف - التخزين
-
-

- نظام التشكيل بالدلفنة
جهاز تخزين الفيلم لنظام تشكيل اللف باستخدام عمود الهواء الموسع، ويتم وضع لفة الفيلم على وحدة الغزل، ويتم استخدام الأسطوانة المطاطية في وحدة الكبس. يتم تغذية اللوح والفيلم في الرول المطاطية بنمط متزامن، مما يتيح لصق الفيلم على اللوحة الفولاذية بسلاسة. عمود الهواء الموسع يضبط مقاومة الفيلم لجعل الفيلم مرتبطاً بإحكام على اللوح الفولاذي بدون فقاعات هواء.
-
-
-

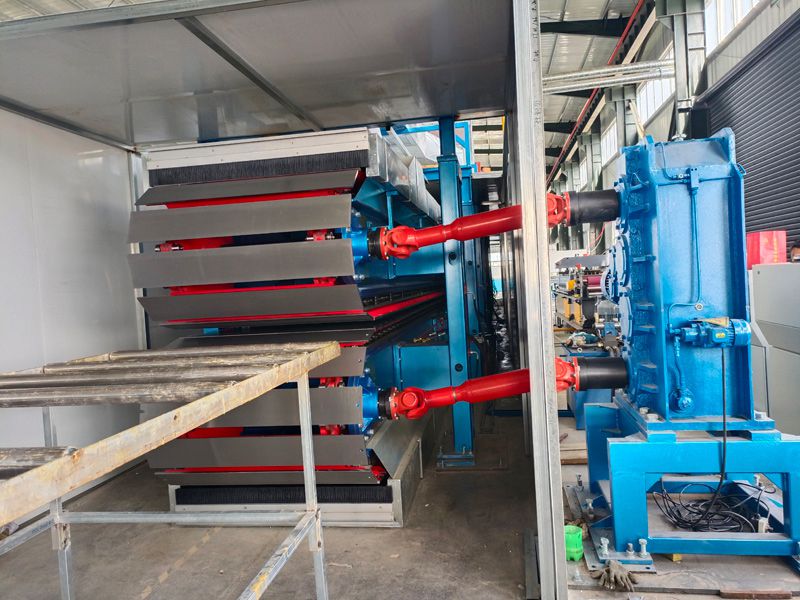
- نظام التسخين (التحكم في درجة حرارة السير المزدوج)
يعتمد نظام التحكم في درجة حرارة السير المزدوج طريقة التسخين بالهواء الساخن. يتم تغذية الهواء الدوار الساخن إلى مجرى الهواء بواسطة المروحة لتسخين الألواح في السيور العلوية والسفلية التي تتحرك للأمام بسرعة منتظمة. تقوم السيور المسخنة بتسخين ألواح ساندوتش بانل، مما يجعل رغوة البولي يوريثان وعمليات المعالجة أكثر استقرارية، حيث تلتصق الرغوة بقوة أكبر بسطح اللوح، وفي نفس الوقت التقليل من الفقاعات الهوائية.
-
-
-
- نظام رش مادة الغراء اللاصق
نظام رش الغراء اللاصق يعتمد جهاز رش الغراء بمكونين للعلامة التحارية المعروفة محلياً. يستخدم جهاز رش الغراء لرش الغراء اللاصق على الجانبين العلوي والسفلي للألواح أو حواف ألواح المعنيسيوم الزجاجي على التوالي، بحيث يتم ربط اللوحة والصوف الصخري بشكل كامل.
-
-
-

- نظام السير المزدوج
تكنولوجيا جهاز ضبط الموضع العلوي والسفلي لهيكل السير المزدوج تحصلت على براءة اختراع وطنية. تم تجهيز الجانبين الأيسر والأيمن بأجهزة التوجيه الجانبي للكتلة بطول 10 متر، ونظام السير بعرض قابل للضبط بسهولة لضمان أن ألواح ساندوتش بانل لا تنحرف عندما عمل السير المزدوج.
-
-
-

- نظام التكديس
جهاز التكديس يضمن التحكم المستقر في السرعة باستخدام محول التردد. بعد الوصول إلى الموضع المحدد، تتوقف على الفور لضمان التموضع الدقيق، وبالتالي السماح بتكديس المنتجات بطريقة منظمة. تم تطبيق تقنية جهاز التكديس المتحصلة على براءة اختراع وطنية.
-
-
-

- نظام التحكم
باعتباره الجزء الأساسي لخط الإنتاج، يتميز نظام التحكم المطور بشكل مستقل بالوظائف الشاملة، نمط التشغيل المريح وواجهة الاستخدام التي تتكيف مع عملية الإنتاج وخصائص المعدات. بفضل البرنامج الهندسي الخاص، يستطيع المستخدم إدارة خط الإنتاج بعد فترة تدريب صغيرة. نظام التحكم يكامل التحكم الميكانيكي، الكهربائي والهيدروليكي، حيث يحقق ذلك نمط التشغيل الآلي، التنسيق الملائم والتزامن بين الروابط المختلفة.
-

الرسم التخطيطي لخط الإنتاج
ألواح ساندوتش بانل للغرفة النظيفة





